材料の違いを楽しむ byあっちゃん
➀木材
→木の種類によって設定も仕上がりも大きく違うのが面白い。
②紙
→最初は段ボール。それからクラフト紙。紙袋も。
③ステンレス
→Amazonで買ったキーホルダー。100円ショップで買った器でやってみた。
④その他
→諸々です。
➀と②はアプリの設定値を変えることでうまくいきそう。ただし、設定値はまだまだ試行錯誤中。
③は細い線が見えにくい。10wという出力故か?
ということで、今日は違った材料にレーザー加工して、『現段階でのまとめ』をしておこうと思います。
もとのイメージイラストはこれ。
あっちゃんです。
次に、木材や紙用にイラスト編集を・・・。
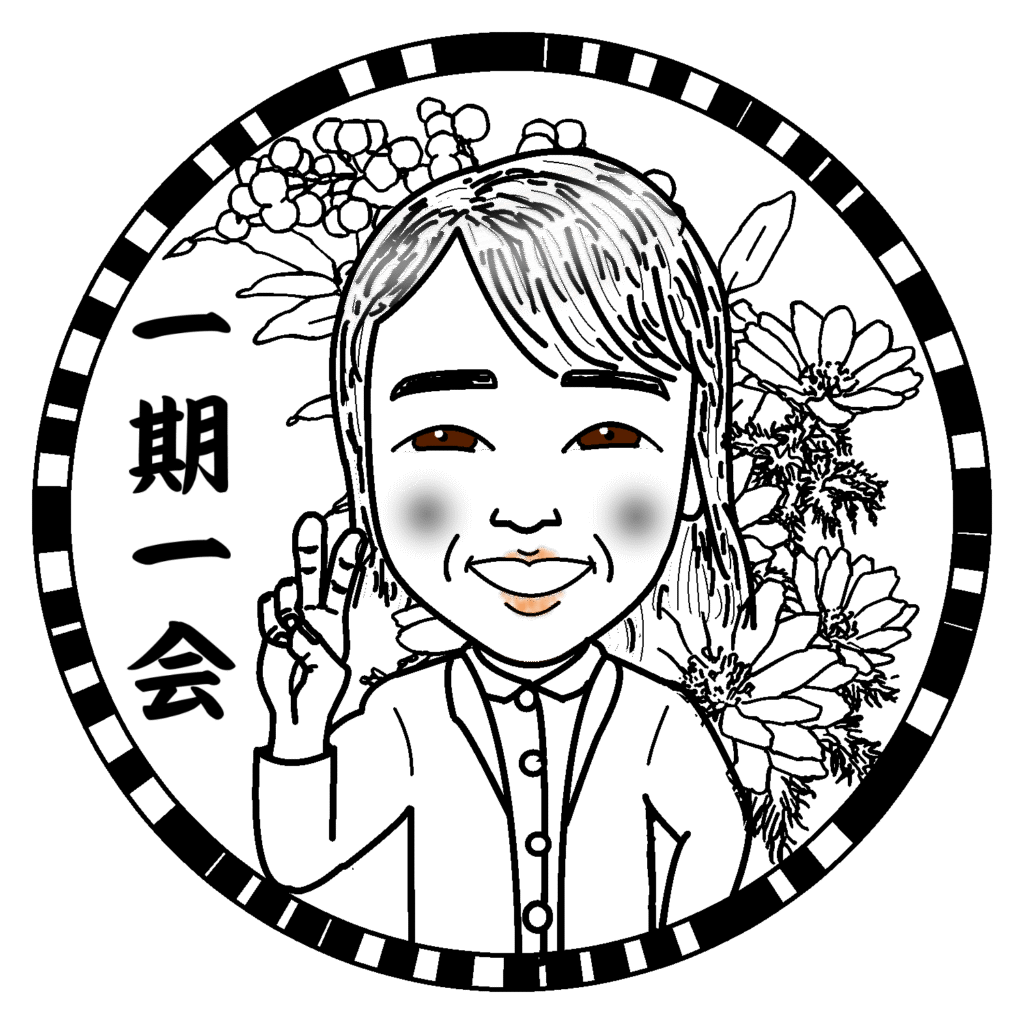
で、ステンレス用にはこれで。
線を太くしました。※キーホルダー程の大きさで加工するので太すぎるくらいの線にしました。
このイラストでは周りの黒い円が特に目立ちますが、ステンレスは黒く焦げないのでこれくらい太くすればいいかなと思いました。
さてさて、どうなるでしょうか。
・・・・・。
レーザー加工は後ほどに。
その前にちょっと、お出かけしてきます。
和気の藤公園に出かけてきました。
五分咲き。
まずもって天気が最高!
十二分に楽しめました。

無事帰りました。
では、レーザー加工を始めます。
➀ステンレス(キーホルダー)
光源模式 IR(赤外線)
ドット時間 (μs) = 2000
電源(%) = 100
DPI = 550
ビットマップモード= Jarvis
加工時間 2分16秒
裏面をする時、設定で光源模式をブルーライトにしてしまった…。
超薄いが見えなくもないかあ。あと、レーザーが当たった所の色が違う。
IR(赤外線)は茶色っぽい感じがある。ブルーライトは青っぽいような・・・。

ステンレス加工は、まだ満足できていな~い。
光の反射具合が良くないと上手く見えないんだなあ。
裏面の名前の方はまずまずOK!だったので、やっぱり似顔絵イラストのような細かい画像をレーザー加工する場合はもう少し大きなステンレスの方がいいかと思いました。
でね、
もっと高出力のが欲しいなあ。買わ(え)ないけどね。懐がね・・・。
②木材(キーホルダー)
光源模式 ブルーライト
ドット時間 (μs) = 1000
電源(%) = 39
DPI = 333
ビットマップモード= Jarvis
加工時間 1分11秒

まあこんな具合。
木は『電源(%)』が重要で、数値によって薄かったり、逆に線の外まで焦げたり、彫りが浅かったり深かったり、と諸々微妙なのです。
が、そこが面白いところで、絶妙に彫刻できたら嬉しかったりします。
今回のは少し数値が低いかも、とか思いましたが、
仕上げの木固めを塗ると、木の見た目が変化するので、そこも木の面白さです。
この道を進んでいけば・・・・、
いいと思います!
③紙のふた(クラフト紙)
光源模式 ブルーライト
ドット時間 (μs) = 300
電源(%) = 100
DPI = 300
ビットマップモード= Jarvis
加工時間 2分37秒

最初、電源(%) = 80 にしていましたが、紙の表面塗装が原因かとも思うのですが、線が薄かったです。だから、100にして2回目を行いました。すると、はっきりと線が彫刻できていました。
④紙の袋
光源模式 ブルーライト
ドット時間 (μs) = 300
電源(%) = 60
DPI = 300
ビットマップモード= Jarvis
加工時間 2分28秒
木や紙、金属は、素材によって大きく変わるので、お試しが必要ですね。

あっちゃん、
いつも温かい声掛け、
ありがとうございます!!!